Thank you!
Our employee will process your data and will contact you shortly.
We value each of our clients and are always glad to see you
on our website.

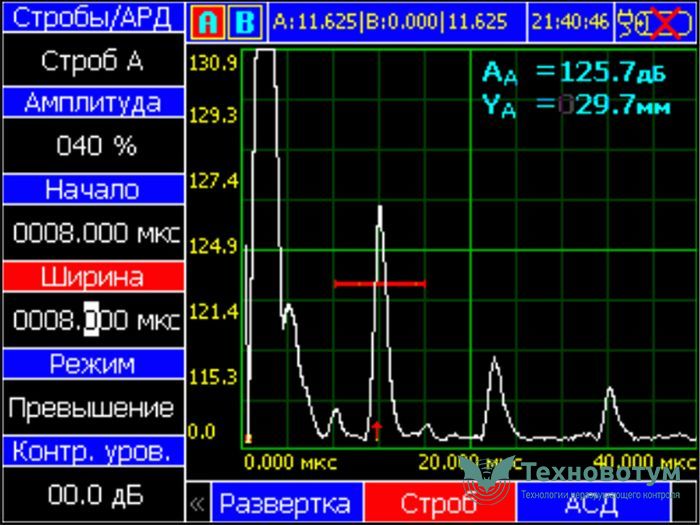
It is the main application of the Tomographic UD4-ТМ flaw detector intended for testing of the base metal and welded joints (weld seams and weld adjacent zones) and implements functionality of the general purpose ultrasonic flaw detector.
Built-in function displaying the beam path makes it possible to determine flaw location in the tested object. It is very important when angle probes are used and allows visual evaluation of the flaw location depth and position.
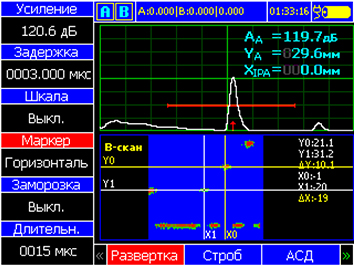
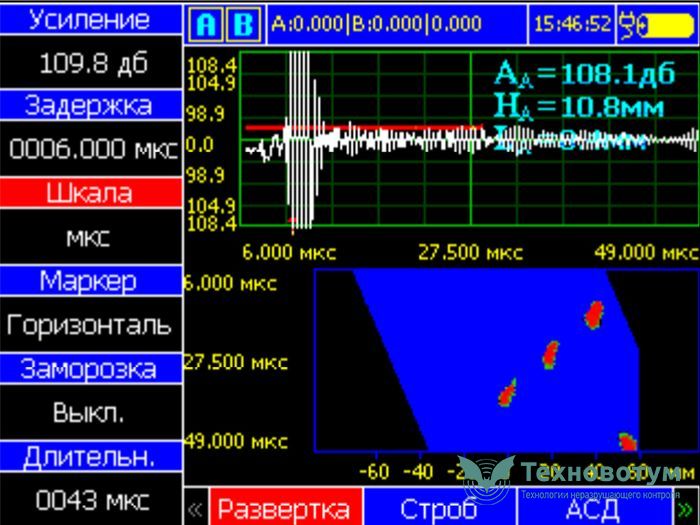
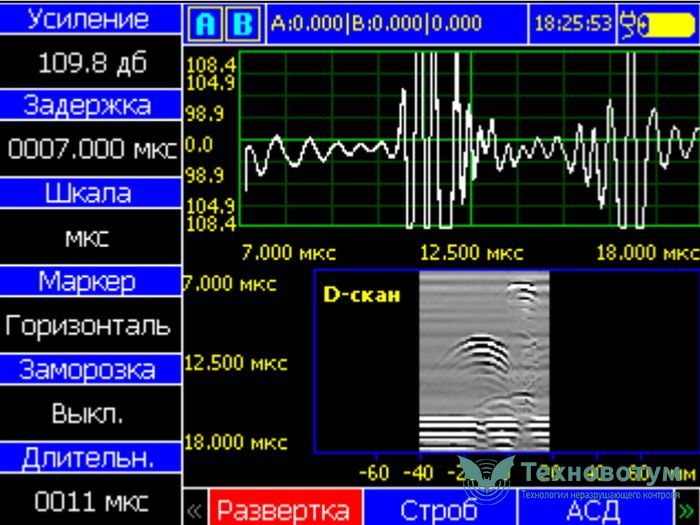
Signal spectrum analysis and determination of the reflected signal frequency, calculation of the flaw equivalent area is one of the signal processing functions implemented in UD4-Т. Besides sweep of А-scan, software allows plotting of B-, С- and D-scans being important for testing of welds, as well as evaluation of flaw location. For plotting of these scans and determination of the PEP position, 2D ultrasonic scanner is used. For plotting of D-scan, TOFD (Time Of Flight Diffraction) method of ultrasonic testing is used. This method is suitable for detection of flaws like cracks and determination of their location depth. Testing results are recorded directly in the UD4-ТМ instrument, while data are transferred into computer by means of the service application “NDT operator AWS”.
Application “General Purpose Flaw Detector” allows the following:
It is the main application of the Tomographic UD4-ТМ flaw detector intended for testing of the base metal and welded joints (weld seams and weld adjacent zones) and implements functionality of the general purpose ultrasonic flaw detector.
Built-in function displaying the beam path makes it possible to determine flaw location in the tested object. It is very important when angle probes are used and allows visual evaluation of the flaw location depth and position.
Signal spectrum analysis and determination of the reflected signal frequency, calculation of the flaw equivalent area is one of the signal processing functions implemented in UD4-Т. Besides sweep of А-scan, software allows plotting of B-, С- and D-scans being important for testing of welds, as well as evaluation of flaw location. For plotting of these scans and determination of the PEP position, 2D ultrasonic scanner is used. For plotting of D-scan, TOFD (Time Of Flight Diffraction) method of ultrasonic testing is used. This method is suitable for detection of flaws like cracks and determination of their location depth. Testing results are recorded directly in the UD4-ТМ instrument, while data are transferred into computer by means of the service application “NDT operator AWS”.
Application “General Purpose Flaw Detector” allows the following:
It is the main application of the Tomographic UD4-ТМ flaw detector intended for testing of the base metal and welded joints (weld seams and weld adjacent zones) and implements functionality of the general purpose ultrasonic flaw detector.
Built-in function displaying the beam path makes it possible to determine flaw location in the tested object. It is very important when angle probes are used and allows visual evaluation of the flaw location depth and position.
Signal spectrum analysis and determination of the reflected signal frequency, calculation of the flaw equivalent area is one of the signal processing functions implemented in UD4-Т. Besides sweep of А-scan, software allows plotting of B-, С- and D-scans being important for testing of welds, as well as evaluation of flaw location. For plotting of these scans and determination of the PEP position, 2D ultrasonic scanner is used. For plotting of D-scan, TOFD (Time Of Flight Diffraction) method of ultrasonic testing is used. This method is suitable for detection of flaws like cracks and determination of their location depth. Testing results are recorded directly in the UD4-ТМ instrument, while data are transferred into computer by means of the service application “NDT operator AWS”.
Application “General Purpose Flaw Detector” allows the following: