Thank you!
Our employee will process your data and will contact you shortly.
We value each of our clients and are always glad to see you
on our website.

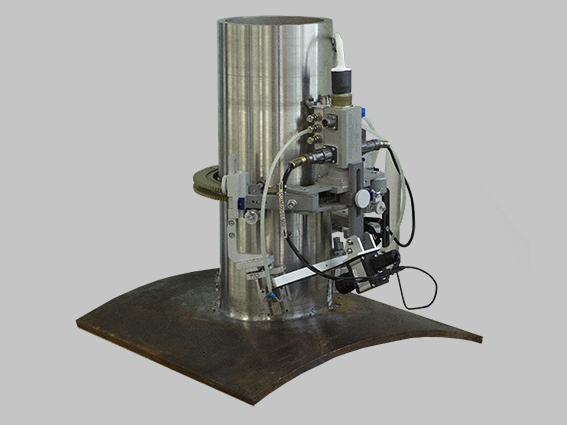
ROBOSCOP VTM-5000/FAUST
The basis of the complex is a motorized carriage (scanning device) with the PA-probes and measuring video camera are installed. The carriage moves along the tracks of the tracking device (TDF) fixed to the branch pipe. The speed and direction of rotation, as well as the brightness of the backlight for VMT, are set from the external operating console. The obtained testing data is transmitted to the PC via Ethernet and displayed in real time mode.
Full testing of welded joint (VMT + UT) is carried out for 2 revolutions of the scanning device with in 2 minutes, while the full test cycle from the placement of tracking device to obtaining the final testing data is less than 10 minutes.
The typical kit of TDF is designed for the testing of welded joints of branch pipes of diameters: Ø 192 mm, 252 mm, 400 mm, 462 mm, but, if necessary, can be extended to other diameters (from 70 mm).
The system excludes an in fluence of human factor on testing process, and mutual arrangement of the 3 PA-probes guarantees a complete overlap of welded joint zone.
FEATURES
• Excluding of flawshiding in welded joints - ultrasonic testing by multichannel transducers on phased arrays technology
• Position and movement video tracking of PA along a welded joint in real time
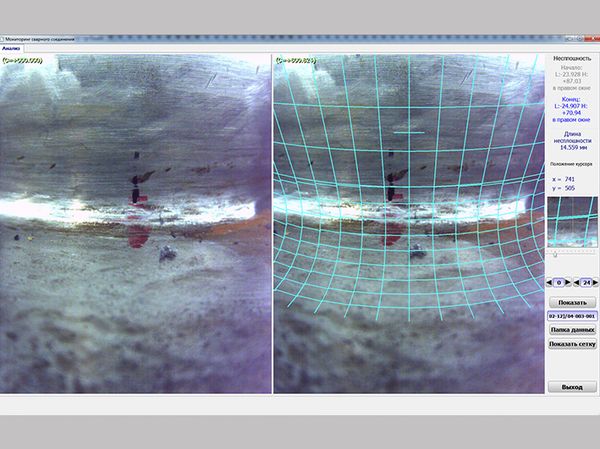
• High-contrast visualization with a measuring video camera for VMT and measuring the degree of surface defects by the resulting images
• Full remote control of the scanning system (speed, direction and scan step)
• Control of LED illumination of the testing zone
• Recording of ultrasonic test results and photo VMT files
• Automatic test report generation
OPERATING KIT