Благодарим Вас за оказанное нам доверие!
Наш сотрудник обработает Ваши данные и скоро с Вами свяжется.
Мы ценим каждого нашего клиента и всегда рады видеть
Вас на нашем сайте.
![]()
![]()
РОБОСКОП ВТМ-5000/РСП
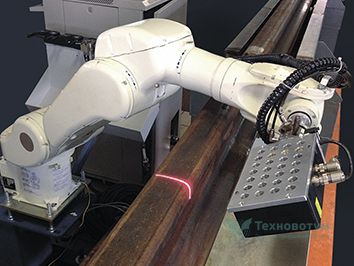
РОБОСКОП ВТМ-5000/РСП применяется на рельсо-сварочных предприятиях (РСП, РСПМ и Заводах), обеспечивая полный контроль качества выпускаемой продукции в соответствии с действующим регламентом. Выходной (приемочный) контроль стыков контактной сварки рельсов выполняется эхо-импульсным методом с применением фазированных решеток. Участок сканирования рельса в зоне сварного шва задается программно, по нормативным документам ОАО "РЖД" (ТИ 07.42-2004) составляет 250 мм. Установка РОБОСКОП ВТМ-5000/РСП, встраивается в технологический поток РСП как отдельный модуль линии перемещения рельса (рольганга).
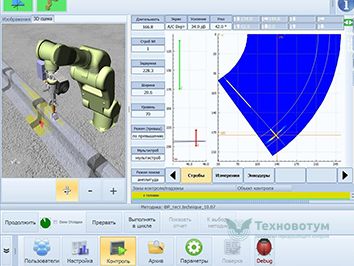
РОБОСКОП ВТМ-5000/РСП запрограммирован на выполнение ультразвукового контроля каждого сварного стыка по всему сечению, проведению лазерного обмера геометрических параметров и твердометрию сварного шва. В настройках системы, задается количество зон контроля и последовательность их прохождения, а также параметры сигнализации дефекта (АСД). Ультразвуковой контроль сварных стыков включает: перья подошвы, подошву, шейку и головку рельса. Лазерный обмер геометрических параметров сварного стыка осуществляется 2-х координатным триангуляционным датчиком, применение дополнительных измерителей типа линеек ШД не требуется. Калибровка траекторий ПЭП в связи с биением (смещением) рельса в рольганге в процессе движения, осуществляется автоматически по первоночальным лазерным замерам.
Общее время проведения контроля, включая лазерный обмер геометрических параметров и формирование "он-лайн" протокола, составляет менее 3 мин.
Функциональные возможности Робоскоп ВТМ-5000